

R & D Support
The earlier JAI gets involved in the development process, the more value we can create for our customers - we call this your system supplier. The value JAI creates is based on our know-how in gravity die casting and the subsequent processes such as heat treatment, machining, robotic welding, tightness test and surface treatment.
To develop a new component into the optimal design it is essential to focus on the (future) market needs. For JAI, this includes focusing at:
A streamlined project execution including following the agreed time schedule led by the appointed Project Manager
A close collaboration between the R&D departments of our customers and us
The interaction between the casted part and the rest of the structure, in which it will be used
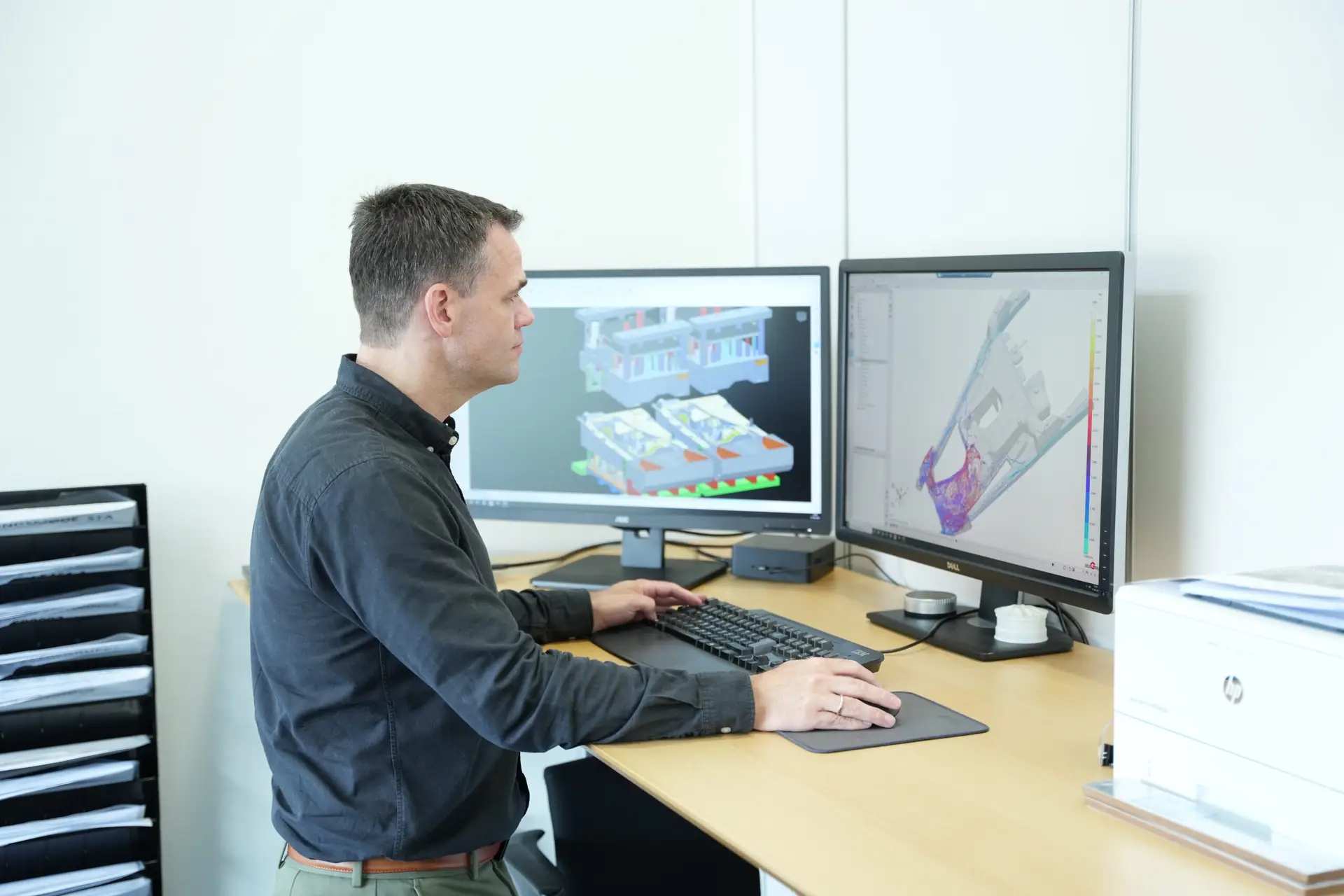
Optimizing the mechanical properties of the part and verifying the casting process through numerous computer simulations of the casting process
Flow Simulation
Solidification Simulation
Porosity Simulation
Stress Simulation
Mechanical Properties Simulation
Optimal casting tool design
Subsequent processes such as heat treatment, machining, robotic welding, tightness test, assembly, and surface treatment.
Prototypes and Project Management
The shortest possible time from idea to series production is crucial for our customers.
Therefore, and based on the above activities, JAI delivers prototypes to our customers. Prototypes are used for functional testing etc. to verify that the design of the developed part works in real life.
Simultaneously, to ensure that the product reaches the market as quickly as possible, the planning for series production led by the Project Manager continues at JAI.
Tools/Moulds
Our core competences lie within developing the optimal design of the aluminium parts, the casting and heating process plus finishing the parts produced in series.
When it comes to tools/moulds, JAI has close cooperation with selected tool makers, who manufacture the toolings based on CAD/CAM drawings from JAI, and in close cooperation with us.
Complex Parts – Design Freedom
We have extensive experience in re-designing 2 or more parts into a single cast part, which has resulted in significant savings for our customers. For added complexity, we weld cast aluminum parts together or combine cast parts with extruded parts. We create complex internal channel systems using sand cores – typically, we produce multiple sand cores that are assembled into one complex sand core.
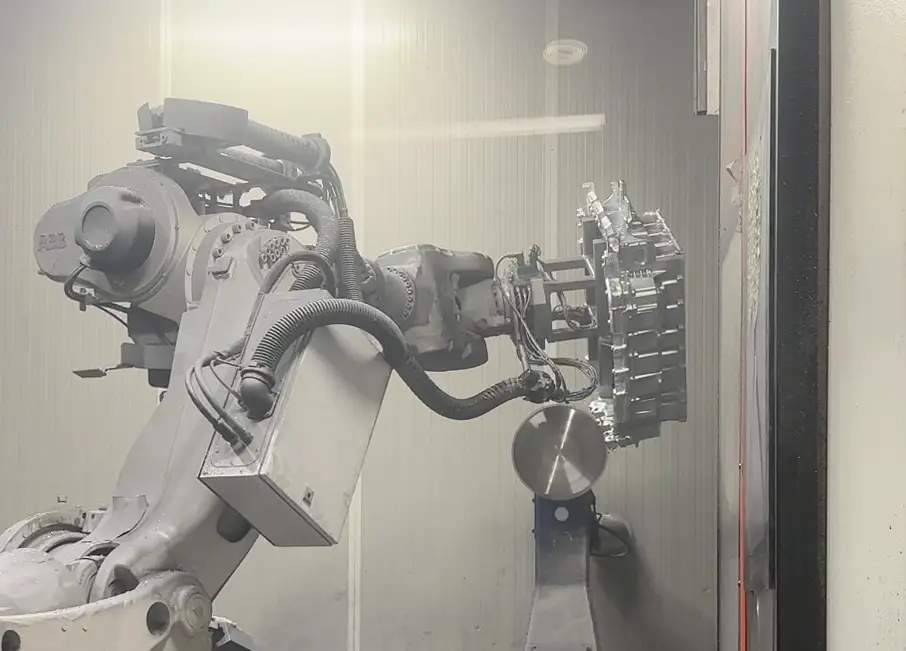
Series Production
Computer control, monitoring, and data logging of our gravity die casting process, as well as heat treatment, help ensure optimal and stable mechanical properties in series production. We have more than 20 robots installed, utilized for core production, gravity die casting, fettling, CNC cells, and more. Our in-house technical team is skilled in setting up, re-configuring, programming, and optimizing the robots, ensuring the necessary flexibility and expertise to meet the various requirements.

Sand Core Production
Sand cores are used when the aluminium component is designed with a complex cavity inside which is not possible to make as part of the steel mould. The sand core(s) is/are placed into the die-casting moulds before the casting. When the aluminum is cast around the sand core(s), a cavity with a more or less complex design is created. After the casting process, the sand core(s) are removed.
We produce our sand cores using semi- or fully automated coldbox core shooting systems. We have extensive experience with highly complex and very large cores, typically produced by bonding multiple sand cores together or by shooting a larger sand core around one or more smaller cores. Once the core/core package is completed, it is hardened and often coated. Coating enhances the surface quality of the aluminum component and facilitates easier removal of the sand core, ensuring optimal surface quality for the parts cast in aluminum.

Gravity Die Casting - Tilt & Stationary
In total, JAI has more than 30 machines for gravity die casting, consisting of:
Stationary die casting machines
Semi-manual tilt casting machines
Fully automated tilt casting cells with an integrated sand removal mechanism.
This means that we are covering more or less every need in terms of components that require gravity die casting.
Fettling
As part of the casting process and dependent on the design of the specific aluminium part, there will always be aluminium that needs to be removed from the cast part. This is done in our fettling department where we have a range of manual, semi- and fully automated robot cells that remove the surplus aluminium.
Which fettling tool to use depends on the design, size and number of pieces of the aluminium part.

X-ray and Penetrant Test
In the ramp-up phase, the quality of gravity die casting is ensured through X-ray inspection.
For selected components with special requirements we run a 100% X-ray inspection. This is done in automated processes.
Next to offering X-ray we are also able to make penetrant tests. For selected products this is a requirement due to the way they are used.

Fully Automated Heat Treatment
Our 15 furnaces form our fully automated, barcode-controlled heat treatment system, in accordance with T6 and T64 standards, or as per customer specifications.
The heat treatment helps enhance one or more mechanical properties of the aluminum component.
One of our core competences is that we are able to control the heat treatment process so precisely, that no adjustment of the part is needed after heat treatment.

Machining (Milling & Turning) and Washing
JAI has more than 16 CNC machining centres – including turning, turning/milling, horizontal CNC, vertical CNC, and 5-axis CNC machines.
We use robot-controlled loading, unloading, and deburring, integrated into the machining systems, including washing with SPC control.
Washing is specifically determined for each project based on the customer's cleanliness requirements.
Typically, JAI performs an alkaline wash before delivery.

Robotic Welding
We offer the development and production of complete units, combining components from gravity die casting with welded plates or profiles, or robot welding of multiple gravity die casted components.
Robot welding: TIG, and MIG/MAG

Leak and Tightness Testing
JAI has 18 pressure testing systems that work with various pressure testing methods:
Pressure and Leak Testing with Helium
We offer pressure testing with air up to 25 bar, followed by leak testing for helium-tight components up to 17 bar.
Helium Leak Testing
We can offer leak testing with vacuum for helium-tight components.
Pressure Drop Method
Pressure drop testing is conducted with air according to the leak rate agreed with the customer.
Pressure Testing with Air under Water/Bubble Method
The component is filled with air (up to 3 bar) and submerged in water, where it can be observed whether the component is airtight. In case of leakage, the leaking area can be identified (bubbles will be visible).

Surface Treatment
JAI offers various forms of surface treatment for components:
Pre-Treatment
Alkaline degreasing
Chromating (Chrome 3)
Chrome-free chromating
Shot blasting (mainly stainless media)
Surface Treatment
Powder coating
Fluidized bed sintering (Rilsan)
Water-based wet coating
Two-component wet coating
All sample and production tests are performed at a laboratory facility, including chemical tests and long-term salt spray tests.

Assembly
JAI has extensive experience in sourcing and assembling spare parts according to customer specifications, together with the cast aluminium component.

Packaging and Logistics
When the part is finished, we make certain that it is secured in the right packaging and in accordance with the customer specific standard before it is palletized and placed in our warehouse.
The last step handled by JAI is to assist with booking the transport.
Development/Design Support
JAI utilizes Magma software for gravity die casting simulation during the quotation and project phases, backed by over 25 years of experience in casting simulation. This enables optimization of components prior to series production by addressing porosity, mechanical properties, optimal casting tool layout, and streamlined project execution. Additionally, stress simulation is employed to prevent and optimize against component warping.

Prototypes
JAI has over 20 robots installed, utilized for core production, gravity die casting, cleaning, CNC cells, and more. Our in-house technical team is skilled in setting up, reconfiguring, programming, and optimizing the robots, ensuring the necessary flexibility and expertise to meet diverse production needs.
Tools, Layout/CAD
JAI uses Magma software for gravity die casting simulation during the quotation and project phases, leveraging over 25 years of experience in casting simulation. This enables optimization of components prior to series production by addressing porosity, mechanical properties, optimal casting tool layouts, and efficient project workflows. Additionally, stress simulation helps prevent and optimize against component warping.
Core Production
Sand cores are placed into the die-casting mold before aluminum is cast around them, creating a cavity with a more or less complex design.
We produce our sand cores using semi- or fully-automated coldbox core shooting systems. JAI has extensive experience with highly complex and very large cores, typically produced by bonding multiple sand cores together or by shooting a larger sand core around one or more smaller cores. Once the core/core package is completed, it is hardened and often coated. Coating enhances the surface quality of the aluminum component and facilitates easier removal of the sand core, ensuring optimal surface quality for the aluminum castings.

Gravity Die Casting - Tilt & Stationary
JAI has over 30 machines for gravity die casting, including stationary die casting machines, semi-manual tilt casting machines, and fully automated tilt casting cells with integrated sand ejection.

Cleaning
Washing is specifically determined for each project based on the customer's cleanliness requirements.
Typically, JAI performs an alkaline wash before delivery.
Fully Automated Heat Treatment
Our 12 furnaces form our fully automated, barcode-controlled heat treatment system, in accordance with T6 and T64 standards, or as per customer specifications. The heat treatment helps enhance one or more mechanical properties of the aluminum component.

Machining - Milling & Turning
In the ramp-up phase, the quality of gravity die casting is ensured through X-ray inspection.
JAI has over 21 CNC machining machines – including turning, turning/milling, horizontal CNC, vertical CNC, and 5-axis CNC machines.
We use robot-controlled loading, unloading, and deburring, integrated into the machining systems, including washing with SPC control.
Robot Welding
JAI can offer the development and production of complete units, combining components from gravity die casting with welded plates or profiles, or robot welding of multiple gravity die-cast components.
Robot welding, TIG, and MIG/MAG
Leak testing with helium of the finished units
- Robotsvejsning, TIG- og MIG-/MAG
- Tæthedsprøvning med helium af de færdige enheder
Leak Testing
JAI has 18 pressure testing systems that work with various pressure testing methods:
Pressure and Leak Testing with Helium
We offer pressure testing with air up to 25 bar, followed by leak testing for helium-tight components up to 17 bar.
Helium Leak Testing
We can offer leak testing with vacuum for helium-tight components.
Pressure Drop Method
Pressure drop testing is conducted with air according to the leak rate agreed with the customer.
Pressure Testing with Air Underwater/Bubble Method
The component is filled with air (up to 3 bar) and submerged in water, where it can be observed whether the component is airtight. In case of leakage, the leaking area can be identified (bubbles will be visible).

Assembly
JAI has extensive experience in sourcing and assembling components according to customer specifications.
Surface Treatment
JAI offers various forms of surface treatment for components:
Pre-treatment
- Alkaline degreasing
- Chromating (Chrome 3)
- Chrome-free chromating
- Shot blasting (mainly stainless media)
Surface treatment
- Powder coating
- Fluidized bed sintering (Rilsan)
- Water-based wet coating
- Two-component wet coating